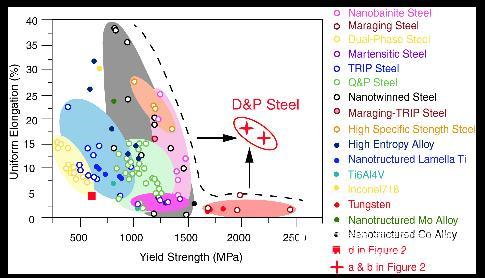
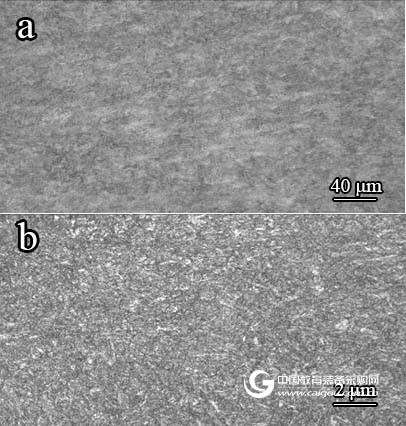
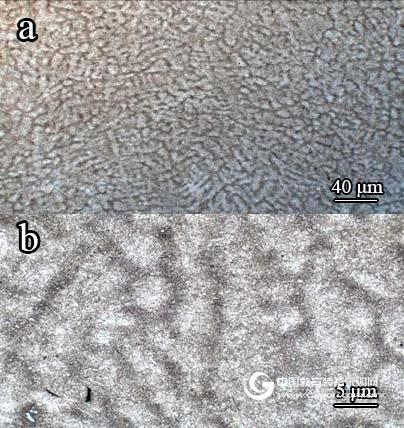
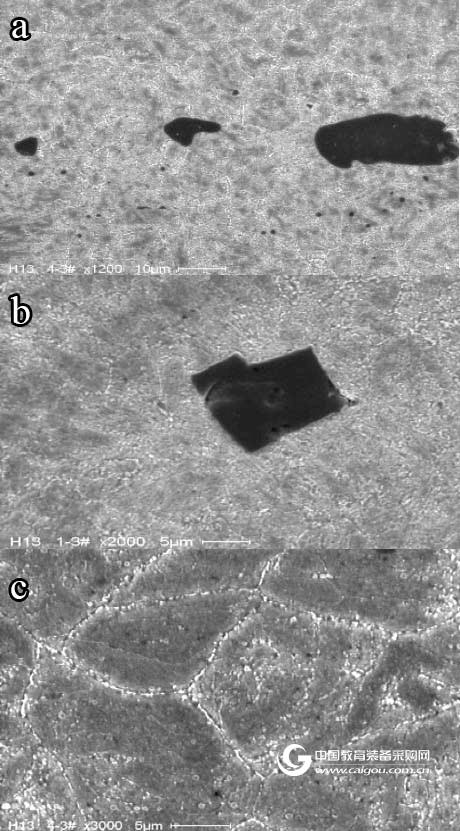
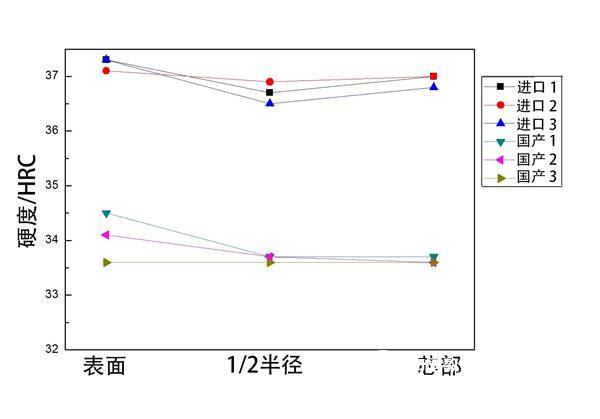
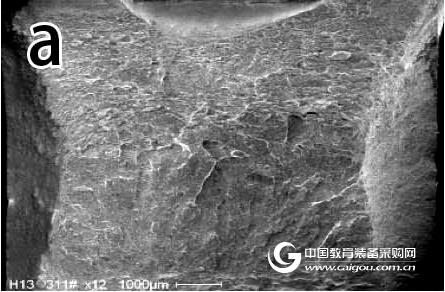
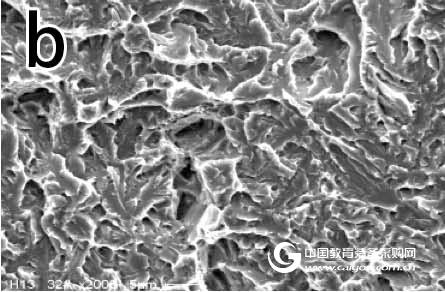
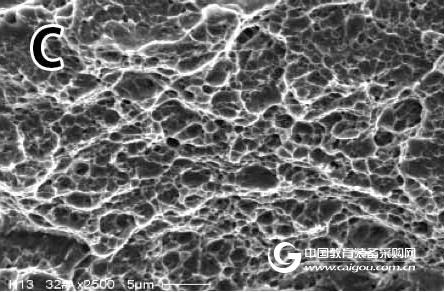
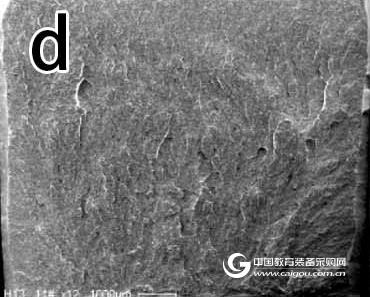
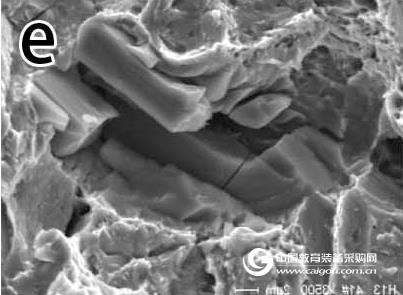
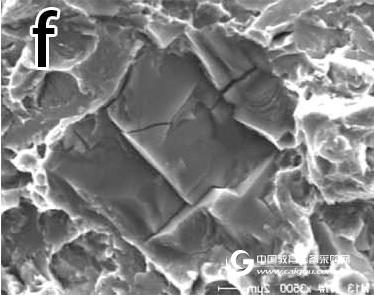
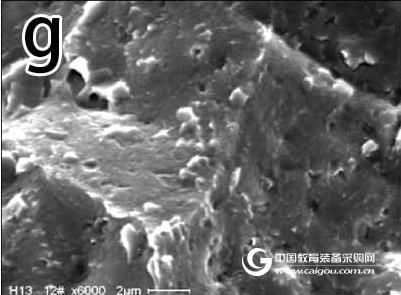
introduction As the most important material characterization method in modern science, electron microscopy technology can not only characterize the microstructure and composition information of materials, but also observe the detailed information of its surface topography. It has been widely used in material research and development and industrial production processes. in. In material research and development, we know that the strength and ductility of materials are the key mechanical properties in metal materials, which often determine the application prospects of materials. These two performances are often contrary. Metal materials exhibit an increase in strength due to an increase in dislocation density, while ductility decreases. However, by improving the composition and processing strategy of the alloy, the opposite of the two properties can be avoided. Therefore, how to obtain high strength and high ductility at the same time is an urgent problem to be solved in the industry. And all of this is inseparable from the characterization of electron microscopy. In terms of industrial production, domestically produced materials often differ in performance from foreign-produced materials. This is due to differences in the structural and structural properties of the materials. The structural differences are observed by electron microscopy to improve the production process and improve the materials. performance. So today, Xiaobian gives two examples to illustrate the important role of advanced electron microscopy in the research and development of materials. First, the application of SEM in material research and development The first example is in material research and development. Recently, researchers from Becade University published a paper in the internationally renowned journal Science ("High dislocation density–induced large ductility in deformed and partitioned steels" on August 24, 2017). The result of the research is the development of a new variant of the D&P strategy to address the strength and ductility of materials. The researchers used the rolling and low temperature tempering process to successfully develop medium manganese steel into super steel (10% manganese, 0.47% carbon, 2% aluminum, 0.7% vanadium). Among them, manganese and carbon atoms are austenite stabilizers, and aluminum acts to inhibit the precipitation of cementite during tempering. The addition of vanadium can form carbides to enhance the resistance to hysteresis fracture. By introducing a large number of movable dislocations, the researchers have successfully demonstrated that increasing the dislocation density can simultaneously increase material strength and ductility. The structural organization of the material uses EBSD technology to determine the distribution of the austenite phase and the martensite phase (as shown in Figure 1), and the dislocations in the martensite phase are characterized by transmission electron microscopy. The existence of twins. After subsequent different heat treatment processes, the material has both good toughness and high strength (see Figure 2). It can be seen that the adjustment of the microstructure of the material makes it possible to achieve higher mechanical properties only by adjusting the composition ratio and morphology of the structural organization without increasing the type of material elements. It can be seen that the microstructure characterization of the material has important practical significance for the research and development of materials. Fig.1 Microstructure of D&P steel before tensile test a) EBSD image shows lath-like fraction and orientation information of austenite phase (γ) and martensite phase (α'), b) in martensite Dislocation, c) lenticular martensite phase containing twins and dislocations Figure 2 Tensile properties of D&P alloys and related high strength alloys Second, the application of SEM in material production The second one is an example of a restraining mandrel in industrial production. The limiting mandrel is the most important tool for participating in the deformation of steel pipe rolling in the seamless steel pipe limiting continuous rolling mill. It is a high value-added bulk consumable spare part. . The working environment is extremely harsh and requires a large amount of complex cyclic thermal stress at high temperatures. According to the conditions of use, H13 is selected as the core material at home and abroad. H13 hot work die steel is widely used at home and abroad for its high hardenability, hardenability, toughness and thermal fatigue resistance. Most of the H13 mandrels used in domestic rolling mills are imported. The imported mandrels are not only expensive, but also have large inventory funds, and the delivery time is long and unstable, which affects the normal production of continuous rolling mills. The mandrel used has basically achieved localization. An important indicator of the mandrel is that the lateral impact performance is greater than 15J. The lateral impact value of the domestic mandrel is often lower than 15J, while the lateral impact value of the imported mandrel is higher than 50J, and the imported mandrel is 2 to 4 times the lateral impact of the domestic mandrel. In order to find out the reason for the low lateral impact performance of domestic mandrel rods, Ning Mei and others of Tianjin Pipe Group Co., Ltd. conducted comparative analysis of imported and domestic mandrel anatomy by using advanced electron microscopy, energy spectrum analysis and other techniques. In order to find out the structural factors of the material performance difference, it provides certain technical support for improving the impact performance and service life of the domestic mandrel and further reducing the production cost. 1. Mandrel production process and test materials 1.1 Production process The production process of imported H13 mandrel is: electric furnace smelting (EAF) + furnace refining (LF) + vacuum degassing (VD) → die casting → protective atmosphere electroslag remelting (PESR) → high temperature homogenization treatment → multidirectional Forging → Annealing → Machining → Inspection → Quenching and tempering → Cr plating. The production process of domestic H13 mandrel is: alkaline electric furnace smelting → ladle furnace refining → vacuum degassing → die casting octagonal ingot → hot forging → stress relief annealing → electroslag remelting → annealing → forging type → forging after spheroidization Annealing → roughing → quenching and tempering → plating with Cr. The hardness requirement after spheroidizing annealing is HB≤255. After the quenching and tempering treatment, the hardness of the mandrel bar is 310-360HB, and the hardness difference of each part is required to be <30HB. 1.2 Test materials The chemical composition analysis results of imported and domestic solid mandrel are shown in Table 1. It can be seen from the analysis results that the C content of the imported mandrel is upper limit, the V content is lower than the lower limit, and a small amount of Ti is added. The C content of the domestic mandrel is lower than the lower limit, and the V content is upper limit. Table 1 Chemical analysis results Manufacturers import domestic C 0.39 0.35 Si 0.75 0.95 Mn 0.36 0.34 P 0.008 0.012 S 0.001 0.001 Ni 0.18 0.05 Cr 4.89 5.13 Mo 1.2 1.31 V 0.74 1.04 Cu 0.07 0.28 Al 0.015 0.023 Ti 0.015 <0.01 1.3 Test methods 1.3.1 Metallographic and fracture analysis The samples were taken at the edge of the cross section of the imported and domestic mandrel, 1/2 radius and the core, and analyzed by the German Zeiss A1M metallographic microscope. The German Zeiss EVO 50XVP scanning electron microscope and the US EDAX ALLPO 40 were used. The energy spectrometer was used to observe and analyze the lateral impact fracture. 1.3.2 Mechanical properties test The hardness test was performed in two rows of 6-point Rockwell hardness on the edge of the core rod cross section, the 1/2 radius and the core portion. The transverse impact specimens were cut at the radius of 1/2 of the cross section of the mandrel, and the specimens were all 10 mm × 10 mm × 55 mm "V" type standard specimens. 2, test results 2.1 Analysis of imported and domestically tempered mandrel The imported mandrel has uniform microstructure, fine grain, no grain boundary network secondary carbide, and no bulk eutectic carbide (see Figure 3). The domestic mandrel is not uniform, the cross-sectional structure is severely segregated in the form of a network, and there are obvious secondary carbides in the grain boundary; the longitudinal section shows severe band segregation, and the banded structure is grade 4. There are more bulk eutectic carbides and some bulk carbonitrides in the segregation zone, and there are granular secondary carbides in the grain boundary (see Figure 4-5). Fig. 3 Morphology of the 1/2 radius part of the imported mandrel (a 25X, b 500X) Fig.4 Morphology of cross-section network segregation structure (a 25×, b 200×) in the 1/2 radius of domestic mandrel Fig.5 Morphology of bulk eutectic carbide (a), massive carbonitride (b) and grain boundary secondary carbide (SEM) on the core segregation zone of domestic mandrel rod (c) 2.2 Core rod cross-section hardness test The hardness test results of the cross-section surface, 1/2 radius and core portion of the imported and domestic mandrel are shown in Fig. 6. From the test results, the hardness of the imported mandrel is high, with an average of 37HRC; the average hardness of the domestic mandrel is 34HRC. The overall trend is that the surface hardness of the mandrel is 1 to 2 HRC higher than the core hardness. Figure 6 Core rod cross-section hardness test results (HRC) 2.3 Analysis of transverse impact fracture electron microscopy Electron microscopy observation: The transverse impact fracture of the sample taken from the 1/2 radius of the imported mandrel is about 40%, and the morphology is quasi-cleavage; the tough zone is about 60%, and the shape is dimple, in the dimple Less inclusions. The brittle fracture zone of the transverse impact fracture of the sample taken from the 1/2 radius of the domestic mandrel is about 90%, which is the mixed morphology of the intergranular and transgranular cleavage; the tough zone is about 10%, and the morphology is dimple. There are fewer inclusions in the dimple. There are massive eutectic carbides with a size of 5-20 microns in many parts of the fracture. The chemical composition of the bulk eutectic carbides is (VMoCr)C. Some block phases are also observed in the fracture. The energy spectrum analysis of the bulk phase is (TiVCr)NC; a large number of granular secondary carbides are observed along the grain boundary, and the chemical composition of the granular secondary carbide on the grain boundary is (CrVMo)C. Figure 7. Figure 7: Imported (a, b, c) and domestic (d, e, f, g,) mandrel transverse impact fracture morphology a) imported mandrel lateral impact fracture low-fold morphology, b) brittle fracture zone quasi-cleavage Morphology, c) dimple morphology of the tough zone, d) low-profile morphology of the transverse impact fracture of the domestic mandrel, e) bulk eutectic carbide, f) massive carbonitride, g) grain boundary granular Secondary carbide. 3. Analysis and discussion Through the microstructure observation and composition analysis of the domestic mandrel, it is found that the core rod has liquid eutectic carbide, dendrite segregation, band segregation and secondary carbides in the grain boundary, which is the lateral impact performance of the domestic mandrel. The main reason for the low. 3.1 liquefaction eutectic carbide The metallographic and fracture analysis of the transverse and longitudinal sections of the mandrel with significantly lower impact properties of the domestic mandrel shows that the number of eutectic carbides increases gradually from the surface to the core, and the composition segregation is increasing. Severe, and eutectic carbides are mostly concentrated in areas with severe segregation of components, indicating that eutectic carbides are directly precipitated from the molten steel in the late stage of solidification of molten steel. H13 steel has a carbon content of about 0.4% and a total of 8% of alloying elements, so it belongs to hypereutectoid steel. The carbon and alloying elements in H13 steel are prone to segregation. In the process of electroslag remelting, dendrite segregation occurs due to the selection of crystallization, and the elemental enrichment zone of carbon and alloy is formed in the final solidification residue between dendrites. Even reaching the eutectic composition, metastable eutectic carbides appear in the non-equilibrium crystallization during the late solidification. It is understood that the domestic electroslag melting rate is higher and the melting speed is too fast, causing the molten pool to be too deep, and the temperature gradient of the crystallization front is reduced, so that the local solidification time is prolonged, and carbide segregation is formed. The coarse carbides distributed in the matrix are broken after forging, and are in the form of small carbides in the forging direction or the self-cracking and detachment from the matrix interface to increase the brittleness of the mandrel, which causes the impact toughness of the mandrel to decrease. 3.2 Dendritic segregation and banded structure The domestic mandrel has severe dendrite segregation and banded structure, which is mainly caused by improper control of the electroslag remelting process. Under normal circumstances, after electroslag remelting, H13 steel has fine dendrites, dendritic segregation and inclusions are improved, and the material is uniform and dense, which is beneficial to the improvement of mechanical properties of steel, especially longitudinal, transverse and center and edge. There is a noticeable improvement in performance differences. However, if the electroslag process is improperly controlled, severe dendrite segregation will occur. In the electroslag remelting process, if the current voltage is too large, the melting speed is too fast, and the molten pool is deep, which will cause the solidification rate to slow down, the dendrite to develop, the secondary dendrite arm spacing to increase, and segregation to be severe. It is found that the domestic H13 core rod electroslag remelting process has found that in order to improve the production efficiency, the electroslag melting rate is increased, resulting in serious segregation of the batch of H13 steel. Due to the severe dendritic segregation of the electroslag ingot, the microstructure of the conventional forged structure showed a distinct band-like distribution, and there was no significant change after quenching and tempering, and the tissue also showed a band-like distribution. The strip segregation of the domestic mandrel is more serious and consistent with the longitudinal direction, indicating that there is no repeated plucking in the forging process to achieve sufficient forging, and the severe banded structure remains after the heat treatment, which will seriously affect the lateral impact performance of the mandrel. 3.3 Grain boundary secondary carbide There are net-like secondary carbides in the domestic mandrel grain boundary. For large-size mandrels, if the forging temperature is high or the stop forging temperature is high, and then the cooling rate is insufficient, the carbides tend to precipitate along the crystal chain. The existence of such a chain-like carbide thin mesh weakens the bonding force between the metals, causing the crack to preferentially form at the grain boundary of the carbide accumulation and expand along the crystal, thereby lowering the mechanical properties of the steel and increasing the brittleness. In order to eliminate or improve the distribution of the chain carbide, in addition to improving the segregation of the original composition of the ingot, appropriately controlling the final forging temperature and the subsequent cooling rate, cooling at a critical cooling rate greater than that of the chain carbide formation can effectively inhibit the chain carbonization. The matter precipitated. 3.4 quenched and tempered tissue In order to improve the impact toughness of the mandrel, the quenching temperature cannot be too high. A quenching temperature higher than 1060 ° C will cause austenite grains to be coarse, and an increase in the amount of retained austenite will result in a decrease in impact toughness. The quenching temperature should also ensure that there is sufficient carbon and alloying elements in the austenite to obtain high strength and hardness. The V carbides are substantially solid solution when quenched at 1060 °C. It is known from the C curve of H13 that Ac3 is 910 ° C and the austenitizing temperature is 1030 ° C, so the quenching temperature of H13 is preferably selected from 1020-1040 ° C. The tempering process of H13 steel determines the tempering temperature and hardness according to its working conditions, and most of them use high temperature tempering of 580 ~ 650 ° C × 3 h to improve its toughness and reduce the transformation of retained austenite in steel to cause brittleness. Therefore, in order to fully transform the retained austenite and improve the toughness of the new martensite or bainite, the mandrel should be tempered at least twice. Since the domestic mandrel rod is not subjected to high-temperature diffusion-high-temperature solid solution ultra-fine treatment before the final quenching and tempering treatment, the mandrel is in a state of uneven texture distribution, relatively large crystal grains (grain degree is 7), and the matrix exists. The eutectic carbides, component segregation and secondary carbides at the grain boundaries strongly influence the impact properties of the mandrel. 4. Conclusions and recommendations (1) The imported mandrel is subjected to high temperature diffusion treatment and ultra-fine treatment, and has no bulk and strip eutectic carbides, no secondary carbides with no network distribution at the grain boundary, no segregation of banded structure, and uniform matrix structure. Small, grain size is 9 levels. The carbide is evenly and finely distributed in the matrix, and is finely dispersed in the post-treatment, which improves the plasticity and toughness of the mandrel, so the lateral impact performance of the mandrel is high. (2) Due to the high-temperature diffusion-ultrafine treatment, the domestic H13 core rod has dendrite segregation, band segregation and liquid-phase eutectic carbide, and the transverse network and longitudinal band segregation are serious, and secondary carbonization exists in the grain boundary. The material and the tissue are uneven, resulting in an increase in internal stress and a low lateral impact value. (3) Foreign countries adopt advanced new technologies and new technologies, and adopt technologies such as refining outside the furnace, protective atmosphere electroslag remelting, high-temperature homogenization treatment, ultra-fine processing, multi-directional forging, etc. to improve the purity of steel and reduce carbides. Banded segregation, uniform and fine-grained microstructure and carbide, thereby improving isotropic performance and thermal fatigue properties. It is recommended that the domestic plant increase the high temperature long-time diffusion treatment and the high-quenching high-return ultra-fine processing technology, and deeply study the relationship between the final heat treatment process and the microstructure properties of the high-quality mandrel, further improve the lateral impact performance of the mandrel, and make the domestic core The bar has fully surpassed the international advanced level. Third, postscript In the above two examples, the first is to adjust the structure and state of the steel, so that the material has reached a high level of toughness and strength. The second is based on the comparison of the composition of domestic and imported H13 core rod materials, the hardness and lateral impact test performance, the microscopic microstructure and fracture of the core material are carefully observed, and the obvious organization is found. Structural differences. Reverse the steps to the production and processing, optimize the production and processing methods, and ultimately achieve the purpose of improving product performance. It can be seen that advanced electron microscopy is an important scientific method for material production and research and development, and must be paid enough attention. What's the highlight of the next issue? Stay tuned! Standard swing door cabinets is a model to your office.
The standard feature of tall swing door cupboards are higed doors, 3-point locking system, and 2 to 4 adjustable shelves,and people also call them hinged door cabinets.
Black Metal Storage Cabinet,4 Shelf Metal Cabinet,Swing Cabinet for Sale LUOYANG SHIDIU IMPORT AND EXPORT CO., LTD , https://www.ybshidiu.com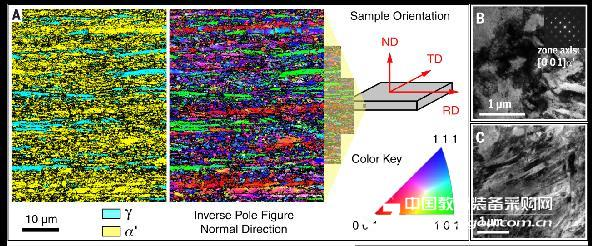
They are made from high quality cold-rolled steel,all metal parts are phosphatised against rust and powder coated in different colors.
Full Height Swing Door Cupboard are suitable for general purpose in office, work places, home storage,keeping anything from office stationery to garage tools.
Height 1850, 1200, 900 (mm)
Width 850, 900 (mm)
Depth 390, 400 (mm)
You always can get more choices in a manufacturer, sometimes two door storage cupboard with drawers are requested.